.png)

品中心.png)

于我們.png)
焊腳尺寸小于8mm的焊縫,通常采用單層焊(一層一道焊縫)來(lái)完成,焊條直徑根據(jù)鋼板厚度不同在3~5mm范圍內(nèi)選擇。
焊腳尺寸小于5mm的焊縫,可采用直線形運(yùn)條法和短弧進(jìn)行焊接,焊接速度要均勻,焊條角度與水平板成45°,與焊接方向成65°~80°的夾角。焊條角度過(guò)小會(huì)造成根部熔深不足;角度過(guò)大,熔渣容易跑到前面造成夾渣。
在使用直線形運(yùn)條法焊接焊腳尺寸不大的焊縫時(shí),將焊條端頭的套管邊緣靠在焊縫上,并輕輕地壓住它,當(dāng)焊條熔化時(shí),會(huì)逐漸沿著焊接方向移動(dòng)。這樣不但便于操作,而且熔深較大,焊縫外表也美觀。
焊腳尺寸在5~8mm時(shí),可采用斜圓圈形或反鋸齒形運(yùn)條法進(jìn)行焊接,但運(yùn)條速度不同,否則容易產(chǎn)生咬邊、夾渣、邊緣熔合不良等現(xiàn)象。
【運(yùn)條方法】
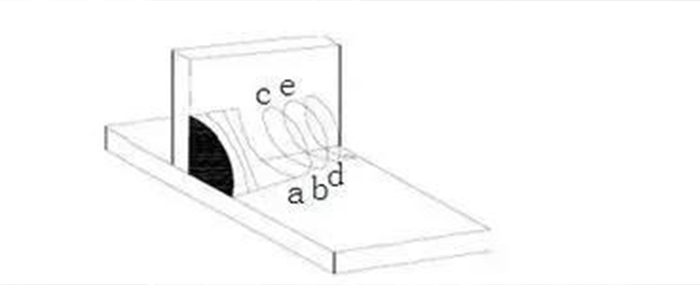
如圖2-9所示,a點(diǎn)至b點(diǎn)運(yùn)條速度要稍慢些,以保證熔化金屬與水平板很好熔合;b點(diǎn)至c點(diǎn)的運(yùn)條速度要稍快些,以防止熔化金屬下淌;
當(dāng)從b點(diǎn)運(yùn)條到c點(diǎn)時(shí),在c點(diǎn)要稍作停留,以保證熔化金屬與垂直板很好熔合,并且還能避免產(chǎn)生咬邊現(xiàn)象;
c點(diǎn)至b點(diǎn)的運(yùn)條速度又要稍慢些,才能避免產(chǎn)生夾渣現(xiàn)象及保證根部焊透;

b點(diǎn)至d點(diǎn)的運(yùn)條速度與a點(diǎn)至b點(diǎn)一樣要稍慢些;d點(diǎn)至e點(diǎn)與b點(diǎn)至c點(diǎn)相同, e點(diǎn)與c點(diǎn)相同,要稍作停留。
整個(gè)運(yùn)條過(guò)程就是不斷重復(fù)上述過(guò)程。同時(shí)在整個(gè)運(yùn)條過(guò)程中,都應(yīng)采用短弧焊接。這樣所得的焊縫才能寬窄一致,高低平整,不產(chǎn)生咬邊、夾渣、下垂等缺陷。
焊腳尺寸在8~10mm時(shí),可采用兩層兩道的焊法。

焊第一層時(shí),可采用3~4mm直徑的焊條,焊接電流稍大些,以獲得較大的熔深。采用直線形運(yùn)條法,在收尾時(shí)應(yīng)把弧坑填滿或略高些,這樣在焊接第二次收尾時(shí),不會(huì)因焊縫溫度增高而產(chǎn)生弧坑過(guò)低的現(xiàn)象。
在焊第二層之前,必須將第一層的熔渣清除干凈,如發(fā)現(xiàn)有夾渣,應(yīng)用小直徑焊條修補(bǔ)后方可焊第二層,這樣才能保證層與層之間緊密的熔合。在焊第二層時(shí),可采用4mm直徑的焊條,焊接電流不宜過(guò)大,電流過(guò)大會(huì)產(chǎn)生咬邊現(xiàn)象。

【運(yùn)條方法】
用斜圓圈形或反鋸齒形運(yùn)條法施焊, 具體運(yùn)條方法與單層焊相同。但是第一層焊縫有咬邊時(shí),在第二次焊接時(shí),應(yīng)在咬邊處適當(dāng)多停留一些時(shí)間,以彌補(bǔ)第一層咬邊的缺陷。
何時(shí)采用多層多道焊?
當(dāng)焊接焊腳尺寸大于10mm的焊縫時(shí),如果采用多層焊,則由于焊縫表面較寬,坡度較大,熔化金屬容易下垂,給操作帶來(lái)一定的困難。所以在實(shí)際生產(chǎn)中都采用多層多道焊。
焊腳尺寸為10~12mm時(shí),一般用兩層三道來(lái)完成。焊第一層(第一道)時(shí),可采用較小直徑的焊條及較大焊接電流,用直線形運(yùn)條法,收尾與多層焊的第一層相同。焊完后將熔渣清除干凈。
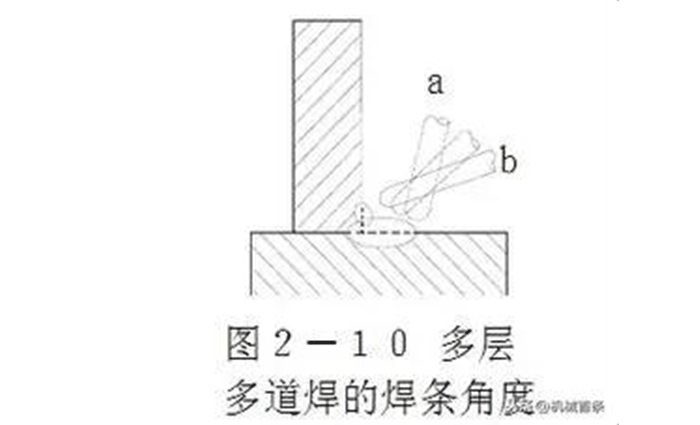
焊第二道焊縫時(shí),應(yīng)覆蓋不小于第一層焊縫的2/3,焊條與水平板的角度要稍大些(圖2-10中a),一般為45°~55°,以使熔化金屬與水平板很好熔合。
焊條與焊接方向的夾角仍為65°~80°,用斜圓圈形或反鋸齒形運(yùn)條,運(yùn)條速度除了在圖2-9中的c點(diǎn)、e點(diǎn)上不需停留之外,其他都一樣。焊接時(shí)應(yīng)注意熔化金屬與水平板要很好熔合焊接第三道焊縫時(shí),應(yīng)覆蓋第二道焊縫的1/3~1/2。
焊條與水平板的角度為40°~45°(圖2-10中的b),角度太大易產(chǎn)生焊腳下偏現(xiàn)象。一般采用直線形運(yùn)條法,焊接速度要均勻,不宜太慢,因?yàn)樗俣嚷巳菀桩a(chǎn)生焊瘤,使焊縫成形不美觀。
【注意事項(xiàng)】
當(dāng)?shù)诙篮缚p覆蓋第一層大于2/3時(shí),在焊接第三道時(shí)可采用直線往復(fù)運(yùn)條法,以避免第三道焊縫過(guò)高。
如果第二道覆蓋第一道太少時(shí),第三道焊接時(shí)可采用斜圓圈運(yùn)條法,運(yùn)條時(shí)在垂直板上要稍作停留,以防止咬邊,這樣就能彌補(bǔ)由于第二道覆蓋過(guò)少而產(chǎn)生的焊腳下偏現(xiàn)象。
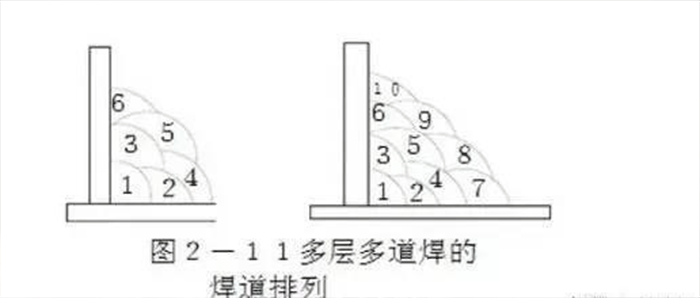
如果焊接焊腳尺寸大于12mm以上的焊件時(shí),可采用三層六道、四層十道來(lái)完成, 如圖2-11所示。
焊腳尺寸越大,焊接層數(shù)、道數(shù)就越多。