





一般焊工培訓大多把手工電弧焊作為基礎項目,主要讓焊工掌握焊接電流的選擇、焊接速度及運條方法、焊接電弧的控制。在焊接過程中,經常出現焊瘤、燒穿、未焊透,內凹、夾渣,成形不良等缺陷,分析產生這些缺陷的原因,對于剛入行的焊工來說,主要是在焊接操作過程中,不善于觀察熔池溫度的變化,沒有有效地控制熔池的溫度而產生上述缺陷。通過這種把復雜的理論簡單易懂化,使學員能很快的領會并掌握焊接操作技術。

熔焊時在焊接熱源的作用下,在焊件上由熔化的焊條金屬和局部熔化的母材所形成的具有一定幾何形狀的液態金屬部分,即為熔池。其冷卻后就成為了焊縫,所以,熔池溫度也就直接影響著焊接質量。熔池溫度高、熔池較大、鐵水流動性好,熔合區也就易于熔合;但過高時,鐵水易下淌,單面焊雙面成形的背面易燒穿、形成焊瘤、成形也難控制,且接頭塑性下降,彎曲易開裂;熔池溫度低時,熔池較小,鐵水較暗,流動性差,易產生未焊透,未熔合,夾渣等缺陷。所以,有效地控制熔池的溫度,尤其對于一個初學者來說,是順利的入行乃至成為一個優秀的焊工技師的必經之路。
熔池溫度與焊接電流、焊條直徑、運條方法、焊條角度、電弧燃燒時間等有著密切關系,針對有關因素采取以下措施來控制熔池溫度。
1、焊接電流與焊條直徑
這兩方面是焊接的重要因素,兩者也有著不可分割的紐帶。熔焊時,流經焊件回來的電流就稱作焊接電流。焊條直徑則是指填充金屬棒的斷面尺寸。從簡單的方面講,能否適當的熔化焊條由通過的電流決定。電流太小,很難引弧,焊條容易粘在焊件上,魚鱗紋粗,兩側融合不好;電流太大,焊接時飛濺和煙霧大,焊條發紅,熔池表面很亮,容易燒穿、咬邊;電流合適,容易引燃且電弧穩定,飛濺很小,能聽到均勻的劈啪聲,焊縫兩側圓滑的過渡到母材,表面魚鱗紋很細,焊渣容易敲掉。而在其應用方面,又有著復雜的關系。
1.1根據焊縫空間位置來選用焊接電流和焊條直徑
在立、橫、仰位時,電流都相應的較平焊時要小,電流通常應比平焊小10%左右。
同樣,在立、橫、仰位時,焊條的直徑也通常較平焊時要小,如在大于12mm平板的平焊填充蓋面焊接中,大厚板采用5.0mm的焊條的情況也經常出現,而在立、橫、仰位時幾乎沒有用直徑5.0mm焊條的。
1.2根據焊縫焊接層次來選用焊接電流和焊條直徑。
如12mm平板對接,平焊的封底層選用3.2mm的焊條,焊接電流為90-110A,填充蓋面層可選用4.0mm的焊條,焊接電流為160-175A。
所以合理選擇焊接電流與焊條直徑,才能夠易于控制熔池溫度,是焊縫良好成形的基礎。焊接電流太小,焊縫熔池溫度太低,造成電弧不穩定,還可能焊不透工件。焊接電流太大,熔池溫度太高,則會引起熔化金屬的嚴重飛濺或流淌,甚至燒穿工件形成焊瘤。下面列舉了焊接電流與焊條直徑的關系,大家可以根據自己的經驗或習慣進行合理的選擇,并不必確定需要與別人同樣的參數,只要自己覺得合適,保證良好的焊縫成形就可以了。
2、焊條的運條
焊條沿軸線向熔池方向送進使焊條熔化后,能繼續保持電弧的長度不變,因此要求焊條向熔池方向送進的速度與焊條熔化的速度相等。如果焊條送進的速度小于焊條熔化的速度,則電弧的長度將逐漸增加,導致斷弧;如果焊條送進的速度太快,則電弧長度迅速縮短,焊條末端與焊件接觸發生短路,同樣會使電弧熄滅。
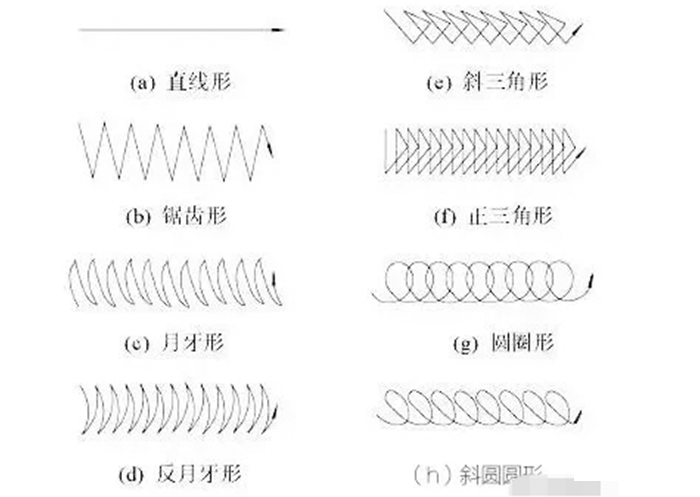
月牙形運條方法:焊條末端沿焊接方向作月牙形左右擺動,中間動作要快,兩側稍作停留。該方法能有效地控制熔池溫度,熔池較淺,應防止正、反兩面咬邊。月牙形運條是單面焊雙面成形連弧焊的主要運條方法之一。
鋸齒形運條方法:焊條末端作鋸齒狀向前擺動,并在兩側稍作停留,以防止產生咬邊。此種方法操作容易,應用廣泛。適用于平、立、仰焊位對接焊縫各層焊道的焊接。
月牙形運條溫度高于鋸齒形運條的熔池溫度。在12mm平焊封底層,采用鋸齒形運條,并且用擺動的幅度和在坡口兩側的停頓,有效的控制了熔池溫度,使熔孔大小基本一致,坡口根部形成焊瘤和燒穿的機率有所下降,未焊透有所改善,使平板對接平焊的單面焊接雙面成形不再是難點。
3、運條位置及送進位置
在焊接時焊條角度應隨著焊接位置的變化而變化,始終保持鈍邊兩側的熔池溫度合適。溫度太高就會造成燒穿,太低則造成未焊透未融合現象。焊條與焊接方向的夾角在90度時,電弧集中,熔池溫度高;若夾角變小,電弧則分散,熔池溫度就較低。如12mm平焊封底層,焊條角度若為50-70度,此時就使熔池溫度有所下降,避免了背面產生焊瘤或起高的現象。又如,在12mm板立焊封底層換焊條后,我們在運焊條時采用90-95度的焊條角度,使熔池溫度迅速提高,熔孔便能夠順利打開,背面成形較平整,有效地控制了接頭點內凹的現象。
若焊條送進位置不夠,則會造成未焊透或夾溝現象。因為此時電弧較分散,對母材鈍邊的熔化溫度不夠,造成底部母材的未融合;若想充分熔化金屬必須增加熔化時間,熔池托不住鐵水就導致下淌,形成夾溝或焊瘤,熔池多層疊加又會產生夾渣現象。
正確的方法是將焊條以75度角伸入到鈍邊坡口內,對準坡口母材熔化并兩側擺動,每個動作約1秒鐘時間,至此第一個熔池形成,接著進入下一個熔池的形成。此時各個熔池熔化時間較短、重量輕,不宜造成下墜,焊瘤不會形成,溝槽較淺也有利于蓋面施焊。后一個熔池覆蓋前一個的2/3的疊加方式前進,每一個熔池都較薄,后一個對前一個起到了后熱熔化的作用,保證熔池內的氣體有充足的時間溢出,不致產生氣孔。
4、電弧燃燒時間
57×3.5管子的水平固定和垂直固定焊的實習教學中,采用斷弧法施焊。在起焊時,母材溫度低,如焊條不擺到坡口邊緣,鐵水會很快收縮回來,產生咬邊,焊縫成形也會又高又窄,達不到圓滑過度的效果,還容易產生表面未熔合。從熔池形狀分析如果成下墜液滴形,焊出的成形肯定不好,可能會產生焊瘤。因此仰焊起焊點要充分預熱,焊條與管子的夾角成75度,引燃電弧后拉長電弧進行預熱,等焊條頭上的第一滴熔化鐵水墜落后再將焊條送進。此時的熔池溫度應保證熔池大小為坡口寬度加約1毫米,方可使母材充分熔化進入熔滴形成焊縫。
5、總結
在焊接實際操作中,要學會觀察熔池溫度的變化,掌握有效控制熔池溫度的方法,是學好焊接技術的基礎。要能根據各個部位的熔池情況判斷焊條角度、送進位置和熔化時間,快速掌握幾個關鍵部位的操作工藝,再經過實際訓練一段時間后,技術水平提高很快,各種焊接缺陷出現率明顯下降,提高了在復雜的施工焊接中的應變能力,有利于今后的焊接技術學習。打好這個堅實的基礎,才能有所突破,才能成為一名優秀的焊接技術工人。