





進入冬季,環境溫度較低,如果沒有防護措施進行鋼構件焊接作業,對鋼構件的焊接質量會產生重大影響,如在低溫下焊接,會使剛才脆化,也會使焊縫和母材熱影響區的冷卻速度加快,易于產生淬硬組織,脆性增大,這對于建筑鋼結構常用的低合金鋼(如Q345)的焊接危害性很大。因此,冬季焊接施工必須要嚴格按照工藝要求實施,不得盲目焊接。

一、焊材要求
1.嚴格焊材庫的管理,焊條必須按標準進行烘干,烘干次數不得超過2次在空氣中的暴露時間不得超過2小時。如現場沒有烘箱必須及時申請配備,并安排專人焙烘、發放。
2.焊工持保溫桶領取焊條,一次領用不得超過半天用量;焊接過程必須蓋好保溫桶蓋,并使保溫桶保持通電狀態;定位焊時一次只能取用1根;焊接時一次取用不得超過3根。嚴禁焊材外露受潮,如發現焊材受潮不得再次使用。
3.焊絲如在四小時內未用完,應退回焊材一級庫保存,不允許留在送絲盤上。
4.氣體保護焊采用的二氧化碳,氣體純度不宜低于99.9%(體積比),含水量不得超過0.005%(重量比)。新瓶氣體使用時,必須倒置24小時后打開閥門把水放盡方可使用,防止凍結。瓶內氣體高壓低于1MPa時應停止使用。焊接前要先檢查氣體壓力表上的指示,然后檢查氣體流量計并調節氣體流量。使用時瓶口必須接加熱裝置。
5.氣瓶必須存放在0℃以上的環境里。使用瓶裝氣體時,瓶內氣體壓力低于1N/mm2時應停止使用。在零度以下使用時,要檢查瓶嘴有無冰凍堵塞現象。
二、焊前一般要求
1.清除待焊處鋼材表面的水、氧化皮、銹、油污。
2.焊接作業區的相對濕度不得大于90%。
3.當焊件表面潮濕或有冰雪覆蓋時,應采取加熱去濕除潮措施。
4.T形接頭、十字形接頭、角接接頭和對接接頭主焊縫兩端,必須配置引弧板和引出板,其材質應和被焊母材相同,坡口形式應與被焊焊縫相同,禁止使用其它材質的材料充當引弧板和引出板。
5.手工電弧焊和氣體保護電弧焊焊縫引出長度應大于25mm。其引弧板和引出板寬度應大于50mm,長度宜為板厚的1.5倍且不小于30mm,厚度應不小于6mm;非手工電弧焊焊縫引出長度應大于80mm。其引弧板和引出板寬度應大于80mm,長度宜為板厚的2倍且不小于100mm,厚度應不小于10mm。
6.焊接完成后,應用火焰切割去除引弧板和引出板,并修磨平整。不得用錘擊落引弧板和引出板。
三、冬季施焊措施(焊接環境溫度零下5°C以下)
1.設置防護棚:
在室外施工,當環境溫度低于-5℃時,必須在焊接區域設置防護棚,以提高焊接環境溫度、并防風防雨。
2.焊前預熱:
焊前應對焊縫進行預熱,預熱區域應在焊接坡口兩側,必要時采用伴隨預熱的方法,確保預熱溫度和層間溫度。加熱溫度為80—150℃,預熱范圍為焊縫各側面的1.5t(t為板厚),且不小于100mm。測溫采用遠紅外測溫儀,測溫點在距坡口邊緣75mm處,平行于焊縫中心的兩條直線上
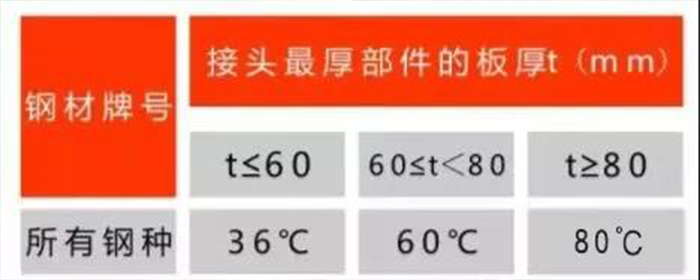
2.1.焊縫預熱溫度
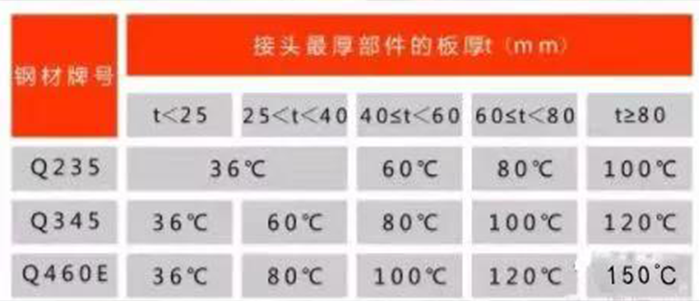
注:Q345GJ預熱溫度參照Q345執行;Q390、420預熱溫度參照Q460;當板厚t=100~110mm時,Q420、Q460和鑄鋼件的最低預熱溫度為180℃。
2.2.定位焊預熱溫度比正式焊縫高30~50度。
四、焊速與焊道布置
手工電弧焊平、橫、仰焊焊接速度以規定每根焊條焊接的焊縫長度;氣體保護焊以單道焊縫不允許擺動,焊層厚度控制在5-6mm,焊條(炬)與工件夾角不小于30°。立焊時允許最大擺動寬度:15mm ~20mm。
五、焊后緩冷
在零度以下厚鋼板焊接完成后,在焊縫兩側板厚的2-3倍范圍內,應采取保溫暖冷措施,并使焊縫緩慢冷卻,冷卻速度應不大于10℃/min。
六、Q460鋼材的特殊焊接要求
1.Q460E鋼材焊接應由焊接考試合格的焊工進行施焊。
2.Q460E鋼材在0℃以下不得進行焊接,如必須進行焊接就要搭設保暖棚,保證保暖棚中的環境溫度在0℃以上。