






一、焊接電流、電弧電壓、焊接速度對焊縫的影響
1、焊接電流。焊接電流增大時(其他條件不變),焊縫的熔深和余高增大,溶寬不變(或略微增大),原因如下:①電流增大后,工件上的電弧力和熱輸入均增大,熱源位置下移,熔深增大。熔深與電流近于正比關系。②電流增大后,焊絲熔化量近于成比例地增多,由于溶寬近于不變,所以余高增大。③電流增大后,弧柱直徑增大,但是電弧潛入工件的深度增大,電弧斑點移動范圍受到限制,因而溶寬近于不變。
2、電弧電壓。電弧電壓增大后,電弧功率加大,工件熱輸入有所增加,同時弧長拉長,分布半徑增大,因而熔深略有減小而溶寬增大;余高減小,這是因為溶寬增大,焊絲熔化量卻稍有減小所致。
3、焊接速度。焊接速度增大時線能量減小,熔深和溶寬、余高都減小。這是因為單位長度焊縫上的焊絲金屬的熔敷量和焊接速度成反比,溶寬則近于焊接速度的開方成反比。
二、接法
直流正接:工件接焊機正極,焊槍接焊機負極;
直流反接:工件接焊機負極,焊槍接焊機正極。
一般熔化極電弧焊時,直流反接時熔深和熔寬都要比直流正接的大,這是因為工件(陰極)釋出的能量較大所致。直流正接時,焊絲為陰極,焊絲的熔化率較大。
鎢極氬弧焊時直流正接的熔深最大,反接最小。焊鋁、鎂及合金有去除熔池表面氧化膜的問題,用交流為好,焊薄板時也可用反接。焊其他材料一般用直流正接。
三、焊縫成型缺陷及缺陷形成的原因
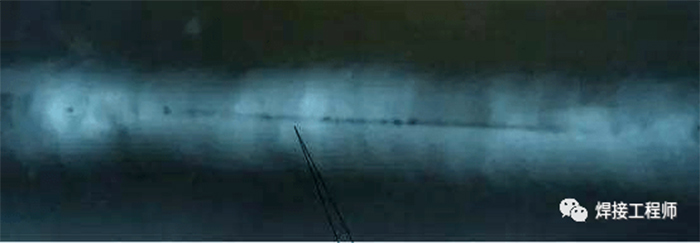
1、未焊透:熔焊時,接頭根部未完全焊透的現象叫未焊透。形成的原因是焊接電流小,焊速過高或坡口尺寸不合適及焊絲未對準焊縫中心等造成。細焊絲短路過渡CO2焊時,由于工件熱輸入低,容易產生這種缺陷。
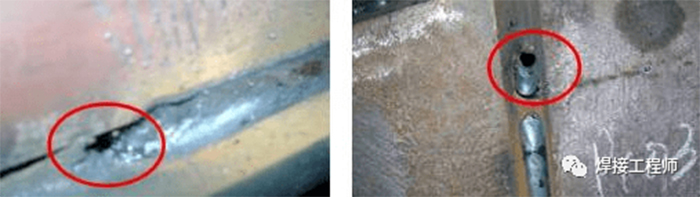
2、燒穿:熔焊時,熔化金屬自焊縫背面流出,形成穿孔的現象叫燒穿。焊接電流過大、焊速過小或者間隙坡口尺寸過大都可能形成這種缺陷。
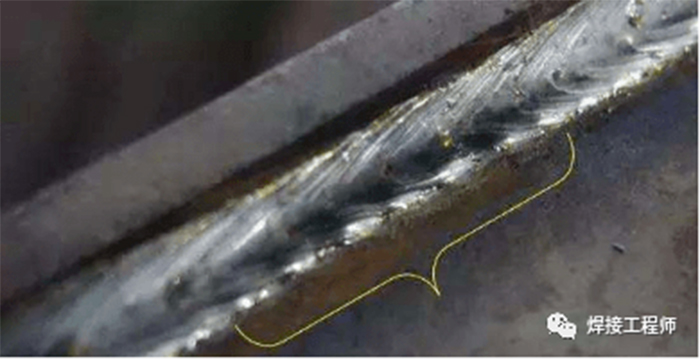
3、咬邊:在沿著焊縫的母材部位,燒熔形成凹陷或溝槽的現象叫咬邊。大電流高速焊時可能產生缺陷。腹板處于垂直位置的角焊縫焊接時,如果一次焊接的焊腳過大或者電壓過高時,也會產生咬邊,焊對接接頭時操作不當亦會產生。
4、 焊瘤:熔焊時熔化金屬流淌到焊縫以外未熔合的母材上形成金屬瘤的現象叫焊瘤。焊瘤是由填充金屬過多引起的,這與間隙和坡口尺寸小、焊速低、電壓小或焊絲伸出長度大等有關。
