
.png)

品中心.png)
最新資訊

聯(lián)系我們
于我們.png)
藥芯焊絲氣保焊的保護(hù)氣的選擇發(fā)布時(shí)間:2020-09-26 點(diǎn)擊次數(shù):
藥芯焊絲氣保焊(簡(jiǎn)稱FCAW-G)是一種應(yīng)用非常廣泛的焊接工藝。它廣泛應(yīng)用于重型制造、建筑、造船、海上設(shè)施等行業(yè)中低碳鋼、低合金鋼和其它各種合金材料的焊接。FCAW-G焊接工藝經(jīng)常采用100%的純CO2或者75%~80%的Ar和20%~25%的CO2混合氣體作為保護(hù)氣。
鋁及鋁合金焊接常見缺陷和防止措施12招,趕緊收藏!發(fā)布時(shí)間:2020-09-25 點(diǎn)擊次數(shù):
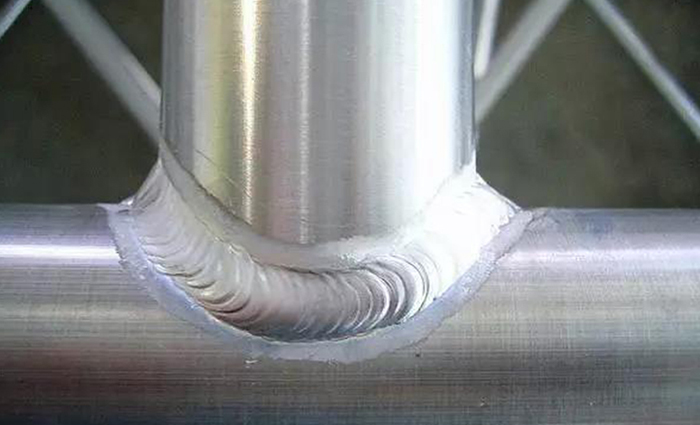
鋁及鋁合金焊絲的選擇主要根據(jù)母材的種類,對(duì)接頭抗裂性能、力學(xué)性能及耐蝕性等方面的要求綜合考慮。有時(shí)當(dāng)某項(xiàng)成為主要矛盾時(shí),則選擇焊絲就著重從解決這個(gè)主要矛盾入手,兼顧其它方面要求。一般情況下,焊接鋁及鋁合金都采用與母材成分相同或相近牌號(hào)的焊絲,

再漂亮的焊縫沒有強(qiáng)度也是擺設(shè),一文帶你了解焊縫強(qiáng)度發(fā)布時(shí)間:2020-09-25 點(diǎn)擊次數(shù):
根據(jù)工業(yè)標(biāo)準(zhǔn)和代碼進(jìn)行焊接時(shí),鋼板之間的典型結(jié)構(gòu)焊縫能達(dá)到怎樣的強(qiáng)度?焊縫一般能保持較高的強(qiáng)度,以至于超過了焊材代碼和應(yīng)用中所要求的強(qiáng)度。在很多情況下,這種焊縫的強(qiáng)度不能通過焊材代碼本身辨別出來(lái)。

焊接接頭再熱裂紋產(chǎn)生原因、預(yù)防措施及方法發(fā)布時(shí)間:2020-09-24 點(diǎn)擊次數(shù):
近年來(lái)特種設(shè)備上低合金高強(qiáng)材料的應(yīng)用越來(lái)越普遍,這與鍋爐壓力容器高溫高壓的工況有關(guān),但特種設(shè)備在制造過程中往往發(fā)現(xiàn)焊縫在熱處理后發(fā)現(xiàn)裂紋,特別如2.25Cr-1Mo,13MoNiMoR等材料,這引起了制造廠的注意。

十周年 | 普耐爾:聚合共進(jìn),拾夢(mèng)前行發(fā)布時(shí)間:2020-09-24 點(diǎn)擊次數(shù):
2020年正值深圳市普耐爾科技有限公司(以下簡(jiǎn)稱普耐爾)成立十周年,公司于9月22日在東莞觀瀾湖度假酒店舉行以“聚合共進(jìn),拾夢(mèng)前行”為主題的十周年榮耀盛典。來(lái)自全國(guó)的供應(yīng)商、經(jīng)銷商及行業(yè)朋友們,齊聚一堂,共同慶祝普耐爾十歲生日!

厚板與鋼構(gòu)焊接過程中為什么要?dú)寤『复虻啄兀?/span>發(fā)布時(shí)間:2020-09-21 點(diǎn)擊次數(shù):
全氬弧焊與氬弧焊打底在工藝上沒什么區(qū)別,全氬弧焊適用于薄壁小管徑管道(一般DN60及以下、壁厚4mm)以下,目的保證焊縫根部質(zhì)量外觀成形好。當(dāng)管徑較大、壁厚較厚時(shí)應(yīng)采用氬弧焊打底手工焊蓋面,用手工焊蓋面的目的是管徑大用手工焊可以保證外觀質(zhì)量且工效高于氬弧焊,成本低于氬弧焊。

關(guān)于平焊,你了解多少?看老師傅如何講解發(fā)布時(shí)間:2020-09-21 點(diǎn)擊次數(shù):
平焊是指焊接處在于水平位置或傾斜角度不大的焊縫,焊條位于工件之上,焊工俯視工件所進(jìn)行的焊接工藝。這種焊接位置屬于焊接全位置中,最容易焊的一個(gè)位置。焊條熔液受電弧的吹擊作用和本身的動(dòng)力,容易進(jìn)入熔池,形成自然過渡。

中國(guó)機(jī)器人先鋒|卡諾普2020上海工博會(huì)圓滿落幕發(fā)布時(shí)間:2020-09-21 點(diǎn)擊次數(shù):
作為今年常態(tài)化疫情防控下線下舉辦的國(guó)家級(jí)工業(yè)展會(huì),9月15日第22屆中國(guó)國(guó)際工業(yè)博覽會(huì)在上海開幕。本屆工博會(huì)以“智能、互聯(lián)——賦能產(chǎn)業(yè)新發(fā)展”為主題,有近500項(xiàng)新技術(shù)亮相。 本次工博會(huì)卡諾普積極拓展新行業(yè)領(lǐng)域的機(jī)器人應(yīng)用技術(shù),以更專業(yè)、穩(wěn)定的服務(wù)和技術(shù),為客戶提供完整的機(jī)器人技術(shù)及應(yīng)用解決方案。

減少焊接變形的焊接工藝發(fā)布時(shí)間:2020-09-19 點(diǎn)擊次數(shù):
預(yù)防和減少焊接變形的方法必須考慮焊接工藝設(shè)計(jì)以及在焊接時(shí)克服冷熱循環(huán)的變化。收縮無(wú)法消除,但可以控制。 越多的金屬填充在焊接點(diǎn)會(huì)產(chǎn)生較大的變形力。正確制定焊縫尺寸,不僅能得到較小的焊接變形,還可節(jié)省焊材和時(shí)間。填充焊縫的焊接金屬量應(yīng)最小,焊縫應(yīng)呈平坦或微凸形,過量的焊接金屬不會(huì)增加強(qiáng)度。
氬弧焊為什么會(huì)產(chǎn)生氣孔,如何找出原因排除氣孔缺陷?發(fā)布時(shí)間:2020-09-19 點(diǎn)擊次數(shù):15
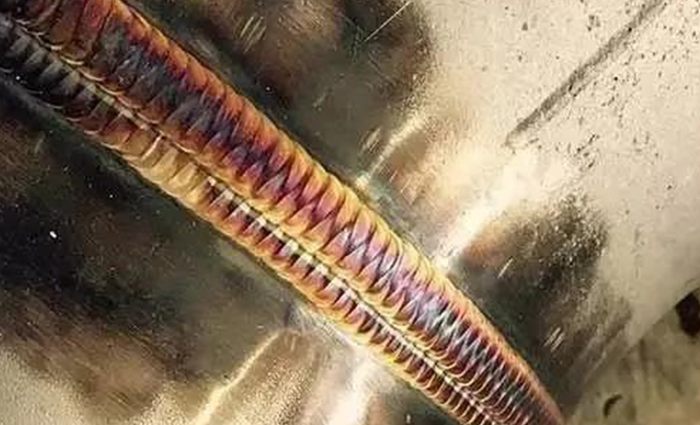
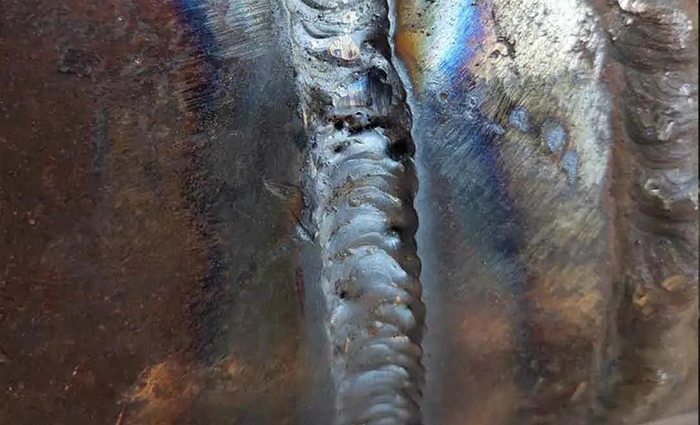
氬弧焊是以惰性氣體“ 氬氣” 作為保護(hù)氣體的一種電弧焊方法,氬氣從噴嘴中噴出,在焊接區(qū)形成惰性氣體保護(hù)層,隔絕了空氣的侵入,從而對(duì)電弧及熔池形成保護(hù)。該焊接方法有很多優(yōu)點(diǎn): 保護(hù)效果好,焊接質(zhì)量高,不會(huì)產(chǎn)生飛濺, 焊縫成形美觀;焊接變形小,可實(shí)現(xiàn)單面焊雙面成型,保證根部焊透,能進(jìn)行各種位置的焊接;
Copyright ©2020 www.cdjddg.cn All Rights Reserved.